| 材质:Q235 | 产地/厂家:友联 | 仓库:沧州博光 |
| 规格:720*9、 630*12、 1420*12 | 计重方式:理计 |

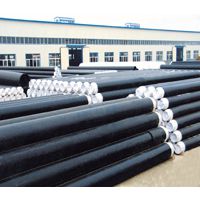
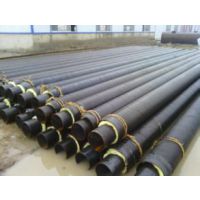
玻璃丝布缠绕环氧煤沥青防腐钢管加工流程,我们现在就简单介绍一下:
1、钢管除锈,涂底漆前管子表面应清除油垢、灰渣、铁锈、氧化铁皮。采用喷砂除锈其质量标准达到Sa2.5级。
2、钢管表面除锈后涂底漆,之间的时间间隔不得超过8小时,涂底漆时候,基面应干燥。底漆涂刷均匀、饱满,不得有凝块、起泡现象,管两端150~250mm范围内不得涂刷。
3、底漆表干后刷面漆和包扎玻璃丝布,底漆和遍面漆涂刷的时间间隔不超过24小时。
4、环氧煤沥青涂料采用双组分,常温固化型的涂料;玻璃丝布采用干燥、脱蜡、无捻、封边、中碱、经纬密度为1012根/cm~1212根/cm的玻璃丝布。面漆涂刷后立即包扎玻璃丝布,玻璃丝布的压边宽度为30~40mm,接头搭接长度不小于100mm,各层搭接接头相互错开。玻璃丝布油浸透率达95%以上,不得出现大于50mm50mm的空白,管端留出150~250mm阶梯形搭茬。
5、管道接口处施工要在焊接试压合格后进行,新旧防腐压边不小于50mm,接头搭接长度不得小于100mm,接茬处应粘接牢固、严密。
6、钢管外壁涂层机构:一底两面一布两面,干膜总厚度400μm。
7、钢管内壁涂层机构:一底三面,干膜总厚度300μm